The Snack Packaging Bag Manufacturer!
Qingzhou Hongyuan Packaging Color Printing Co., Ltd.stry is developed.The company has four automatic production lines for color printing, including two food packaging production lines, including: printing machines, laminating machines, slitting machines, bag-making machines, automatic quality inspection machines and other excellent production equipment, with a total investment of 1.5 million yuan; The company has design, sales, production, quality inspection, laboratory and other departments, and has more than 30 employees.
-
![Customized Glossy Food Sleeve Packaging Bags]() Customized Glossy Food Sleeve Packaging BagsThis seaweed and meat flake roll in individual small packaging bags is a clever game of "visual impact and pragmatism". From color to structure, every aspect hides the design ingenuity of snack...read more
Customized Glossy Food Sleeve Packaging BagsThis seaweed and meat flake roll in individual small packaging bags is a clever game of "visual impact and pragmatism". From color to structure, every aspect hides the design ingenuity of snack...read more -
![Snack Three-side Sealed Cherry Packaging Bag]() Snack Three-side Sealed Cherry Packaging BagThis individual small packaging bag of "Liu Liu Meixi Mei" is a refined combination of "visual appeal + information transmission + eating experience". From design to function, it contains the...read more
Snack Three-side Sealed Cherry Packaging BagThis individual small packaging bag of "Liu Liu Meixi Mei" is a refined combination of "visual appeal + information transmission + eating experience". From design to function, it contains the...read more -
![Customized Three-sided Sealed Snack Packaging Bag]() Customized Three-sided Sealed Snack Packaging BagThe packaging bag of this "Amber Millet Crispy Crust (Beef Flavor)" is made of plastic composite film. It is flexible and has a certain thickness, which can not only protect the crispy texture...read more
Customized Three-sided Sealed Snack Packaging BagThe packaging bag of this "Amber Millet Crispy Crust (Beef Flavor)" is made of plastic composite film. It is flexible and has a certain thickness, which can not only protect the crispy texture...read more -
![Transparent Back-sealed Soda Biscuit Packaging Bag]() Transparent Back-sealed Soda Biscuit Packaging BagThis scallion-flavored soda biscuit packaging bag is deeply analyzed from four dimensions: visual design, information architecture, functional experience, and material logic, with detailed...read more
Transparent Back-sealed Soda Biscuit Packaging BagThis scallion-flavored soda biscuit packaging bag is deeply analyzed from four dimensions: visual design, information architecture, functional experience, and material logic, with detailed...read more -
![Butter-flavored Cookie Shrink-wrap Packaging Bag]() Butter-flavored Cookie Shrink-wrap Packaging BagMaterial and Structure: The product is made of aluminum foil composite film, which has strong barrier properties to preserve freshness and prevent moisture absorption, ensuring that the biscuits...read more
Butter-flavored Cookie Shrink-wrap Packaging BagMaterial and Structure: The product is made of aluminum foil composite film, which has strong barrier properties to preserve freshness and prevent moisture absorption, ensuring that the biscuits...read more -
![Self-standing Transparent Snack Bag]() Self-standing Transparent Snack BagThe packaging bag of this "Milk Bone Potato Square Cookies (Potato Original Flavor)" can be analyzed in detail from the following aspects: 1. Appearance and Structure The packaging bag is a...read more
Self-standing Transparent Snack BagThe packaging bag of this "Milk Bone Potato Square Cookies (Potato Original Flavor)" can be analyzed in detail from the following aspects: 1. Appearance and Structure The packaging bag is a...read more -
![Zippered Self-standing Bags Are Used For Xiaomi Puffed Rice Snacks]() Zippered Self-standing Bags Are Used For Xiaomi Puffed Ri...This is a packaging bag for Xiaomi Potato Crackers (Spicy Flavor). Here, we will provide a detailed introduction from aspects such as appearance and material: It adopts a self-standing and...read more
Zippered Self-standing Bags Are Used For Xiaomi Puffed Ri...This is a packaging bag for Xiaomi Potato Crackers (Spicy Flavor). Here, we will provide a detailed introduction from aspects such as appearance and material: It adopts a self-standing and...read more -
![The Glossy UV Shrink Wrap Packaging Bag Is Used For Snack Chips]() The Glossy UV Shrink Wrap Packaging Bag Is Used For Snack...This is the packaging bag of a "Dark Chocolate Corn Cracker" puffed food. The overall design is centered around the product's features. The main color is a rich brown, which aligns with the theme...read more
The Glossy UV Shrink Wrap Packaging Bag Is Used For Snack...This is the packaging bag of a "Dark Chocolate Corn Cracker" puffed food. The overall design is centered around the product's features. The main color is a rich brown, which aligns with the theme...read more -
![Customized Printed Snack Packaging Bags With Transparent Windows]() Customized Printed Snack Packaging Bags With Transparent ...The packaging bag of this "Seaweed Little Crisp" product showcases its characteristics in multiple dimensions: Shape and structure: It is a long, three-sided sealed plastic packaging bag, neat...read more
Customized Printed Snack Packaging Bags With Transparent ...The packaging bag of this "Seaweed Little Crisp" product showcases its characteristics in multiple dimensions: Shape and structure: It is a long, three-sided sealed plastic packaging bag, neat...read more -
![Customized Small-sized Ready-to-eat Snack Bags With Three-side Sealing Design]() Customized Small-sized Ready-to-eat Snack Bags With Three...These two snack packaging bags have distinct features in terms of design and functionality. Both are in the common three-sided hanging bag format, with circular hanging holes at the top, which...read more
Customized Small-sized Ready-to-eat Snack Bags With Three...These two snack packaging bags have distinct features in terms of design and functionality. Both are in the common three-sided hanging bag format, with circular hanging holes at the top, which...read more -
![Custom Printed Matte Snack Packaging Bags For Potato Chips - Back Seal Packaging Bags With Hanging Holes And Easy-tear Openings]() Custom Printed Matte Snack Packaging Bags For Potato Chip...This is the packaging bag of the "Dig Potato" brand honey-flavored potato chips. In terms of design, functionality and information transmission, it has been meticulously crafted around the...read more
Custom Printed Matte Snack Packaging Bags For Potato Chip...This is the packaging bag of the "Dig Potato" brand honey-flavored potato chips. In terms of design, functionality and information transmission, it has been meticulously crafted around the...read more -
![New Product Snack Packaging Bags For Wholesale And Customization Back-sealed Food Bags With Transparent Window]() New Product Snack Packaging Bags For Wholesale And Custom...This is the independent packaging bag for buttered green bean cake. From the design, functionality to cultural adaptation, there are meticulous considerations: Appearance design Color style: The...read more
New Product Snack Packaging Bags For Wholesale And Custom...This is the independent packaging bag for buttered green bean cake. From the design, functionality to cultural adaptation, there are meticulous considerations: Appearance design Color style: The...read more












Why choose us
Quality control
In the processing of production, our professional technical engineers inspect the processing to ensure the quality of products.
High quality
The products are excellent and the details are carefully processed. Every raw material is strictly controlled.
Production equipment
The company has four automatic production lines for color printing, including two food packaging production lines, including: printing machines, laminating machines, slitting machines, bag-making machines, automatic quality inspection machines and other excellent production equipment.
Our product
Support customization of all kinds of dried fruits, candies, pastries, tea, food, cereals, rice, oatmeal, cat food and dog food and other packaging bags.
Benefit of Snack Packaging Bag
Ease Of Transporting & Storing:
When it comes to effective packaging for the retail or the e-commerce industry, one of the biggest challenges is linked to the transport and the storage of products. This is where pouches enter the picture as ideal solutions. Being lightweight in nature, they contribute significantly to reducing shipping costs, be it local or global.
Eco-friendly Solution:
Consumers are now more inclined towards nature-friendly lifestyle choices.industries have to adapt to sustainable ways of serving their needs and wants. With competitors who are rapidly taking the eco-friendly road, firms are always on the look-out for newer, more effective sustainable solutions – pouch films being the go-to option for most of them. Once the original content is used up, the pouches can be easily reused to store other products.
Gusseted Bottom Feature:
This feature makes things all the more convenient to both end-users and vendors. The gusseted bottom feature can be integrated in most flexible pouches. This proves to be very helpful for the manufacturers of liquid food. This is because the bottoms of these pouches expand as one pours any liquid into it, without losing its ability to best accommodate the liquid and maintain its quality.
Enhanced Product Appeal:
Pouches not only serve a product during the post production process, but also at the marketing stage. They are versatile not just in terms of functionalities but also in terms of visual appeal. The pouches can be easily personalized – sharp looking logos and brand taglines can be printed on the pouches. Manufacturers have the liberty to design these pouches in any shape and size, tailored to their products.
Improved Food Safety:
Pouches are an excellent fit for food packaging as they increase the shelf-life of the products, maintaining their true flavours, aromas and nutritional value; thereby reducing food wastage as well. To enhance the effectiveness of food products, manufacturers also have the option to complement the pouches with an additional layer of UV protection. Pouches layered with polyethylene packaging films bring an added advantage to the table. The films can make pouches more capable of keeping your food fresh by protecting it from air and the moisture that lingers in it. They also do a brilliant job of keeping the wet food from losing moisture and preventing dry food from absorbing it.
Commonly Used Food Packaging Material Types
Plastic Food Packaging
Plastic food packaging is widely used because of its better flexibility, strength, and lightness. It is made from polyethylene (PE) and polyvinyl chloride (PVC). These materials are loved due to their good barrier material properties that protect food from moisture as well as oxygen, which are essential in preventing spoilage thereby extending the life span of the products. plastic can be molded into various shapes and sizes making it suitable for different types of foods and designs.
Glass Food Packaging
Glass packaging is a common choice in the industry, especially for products that need more security like foods, drinks, and spices. From a material science point of view, glass is chemically inert meaning it does not react with food thus keeping them pure and safe. It also forms an excellent barrier to gases and moisture so that product integrity can be maintained throughout its shelf life.


Metal Food Packaging
In the food industry, metal food packaging is commonly used because it has remarkable properties. It is constructed from various metals such as steel and aluminum that are utilized to manufacture cans as well as foils. This helps protect the food from light, oxygen, and moisture which spoilage encourages. As a result, metal packing is best suited for canned foods, snacks, and beverages thereby ensuring their long-lastingness.
Paper and Cardboard Food Packaging
In the food packaging industry paper and cardboard are largely used to package such items as crackers, snacks, or cereals. These materials, particularly paperboard cartons, are preferred because they are light weight, easy to print on, and customized, hence making them ideal for branding and marketing activities. Kraft paper packaging has also gained significant traction in recent years, particularly for its robust strength and natural appearance. The biodegradability and recyclability of paperboard boxes also align with the growing demand for sustainable packaging solutions, reducing environmental impact.
HDPE Bags for Food Packaging: Safety and Regulations
Food-Grade Certification:
HDPE bags used for food packaging undergo rigorous testing and certification to ensure their suitability for contact with food. These bags are required to comply with food-grade standards set by regulatory authorities such as the U.S. Food and Drug Administration (FDA) or equivalent organisations in different countries. The food-grade certification ensures that the HDPE bags do not leach harmful substances into the packaged food and are safe for consumption.
Migration Testing:
One critical aspect of food packaging safety is migration testing. HDPE bags are subjected to migration testing to evaluate the transfer of substances from the bag material to the food. This testing helps determine whether any undesirable components, such as harmful chemicals or additives, migrate from the bag into the food product. By adhering to strict migration limits, HDPE bags ensure that the packaged food remains free from contamination and maintains its quality and safety.
Barrier Properties:
HDPE bags offer excellent barrier properties, protecting the packaged food from external factors that can compromise its quality and safety. These bags act as a barrier against moisture, oxygen, light, and other contaminants, preventing their penetration and preserving the integrity of the food product. The barrier properties of HDPE bags help maintain freshness, extend shelf life, and prevent spoilage or degradation of the packaged food.
Seal Integrity:
Proper seal integrity is crucial for food packaging to prevent leakage, contamination, and tampering. HDPE bags are designed with reliable sealing mechanisms, such as heat seals or zip locks, to ensure a secure closure. The seals are carefully inspected to guarantee their strength and integrity, minimising the risk of product spoilage or contamination during storage and transportation.
Labelling and Information:
To comply with food packaging regulations, HDPE bags for food packaging should include appropriate labelling and information. This includes the name and address of the manufacturer, lot or batch numbers, expiration dates, storage instructions, and any necessary allergy warnings. Clear and accurate labeling helps consumers make informed decisions about the food products they purchase and consume.
Good Manufacturing Practices (GMP):
The production of HDPE bags for food packaging should adhere to Good Manufacturing Practices (GMP). GMP guidelines ensure that the bags are manufactured in a clean and hygienic environment, minimizing the risk of contamination. This includes maintaining proper sanitation, implementing quality control measures, and establishing traceability systems to track raw materials and production processes.
Compliance with Regulatory Standards:
HDPE bags for food packaging must comply with various regulatory standards and guidelines. These regulations may differ from country to country, but they generally cover aspects such as food safety, labeling requirements, packaging materials, and manufacturing practices. Compliance with these standards ensures that HDPE bags meet the necessary safety and quality criteria and are suitable for food contact.
Audits and Inspections:
Regular audits and inspections are conducted to ensure that manufacturers of HDPE bags for food packaging adhere to safety regulations and standards. These audits assess production processes, quality control measures, hygiene practices, and compliance with regulatory requirements. Audits and inspections help maintain the overall safety and quality of HDPE bags used for food packaging.
Process Of Food Packaging Bags
Before the production of packaging bags, it is necessary to have a draft design of the packaging bags, which is completed by the customer and the designer, including: pattern design, color matching, font selection, company information, product introduction, contact information and other content , as well as the size data of the packaging bags.These need to be communicated step by step, the more detailed the better, and finally need to be proofread and confirmed word by word to avoid unnecessary losses.
Plate-making is after the confirmation of the draft design, it needs professional plate-making technicians to process the color separation of the draft. The general steps of plate-making are: confirm the type of packaging bag, confirm the font line of the packaging bag, confirm the size of the packaging bag, confirm the transition color, confirm the background color, confirm the substrate and other aspects.
After all the raw materials are prepared, printing begins. Generally, a high-speed printer is used to print the surface film. Each color needs a corresponding plate roller during printing. The plate roller is a concave plate engraving.During printing, the ink flows continuously, because the ink will congeal, a scraper is embedded on the roller. The function of the scraper is to scrape off the excess ink from the convex part of the plate roller, so that the concave plate roller I can print the designed pattern. If there is dust on the doctor blade, there will be strip-shaped ink pollution, and dot-shaped ink pollution is caused by the ink splashing on the packaging film during the rolling printing.
The inspection is to input the printed matter of the standard model into the computer, and then pass the printed film through the white screen controlled by the computer. When a defective product appears, a black mark will be directly pasted on the rolling film.
After the surface film is printed, compounding begins. Compounding is the process of combining the printed surface film with the heat-sealable inner film on a high-speed laminating machine with or without solvent. The compounding generally adopts the dry and wet compounding method, that is, the printed surface film is coated with glue and then enters a drying tunnel to bake for 2 minutes, and then compounded with the middle layer inner film, the compounding tension is about 5.6kg.
Put the compounded film into the curing room for curing.The purpose of curing is mainly for the glue between the multilayer films to be firmly adhered.The curing is generally cured at 55 ° C or 65 ° C for 48 to 72 hours. . If the time and temperature do not meet the requirements, there will be a phenomenon that the packaging film is not tightly laminated and the finished bags are layered. Curing can make food packaging bags not easy to delaminate, and some of the rolls of packaging bags with special properties need to be cured for 72 hours to achieve the effect. This is also a major reason for the relatively long production period of customized special performance bags.
After inspection, the film needs slitting.
The last step is bag-making. In this step, the bag-making technician should adjust the operation procedures of the bag-making machine to ensure that the edges of the color-printed packaging bags are good and airtight.The temperature of the hot knife and the running speed of the bag-making machine should be well controlled. When making bags, the machine will directly make a roll of film by the machine for automatic bag making. During the bag making process, the edge will be automatically sealed.
FAQ
We're professional snack packaging bag manufacturers in China, specialized in providing high quality customized service. We warmly welcome you to buy bulk snack packaging bag made in China here and get quotation from our factory. For price consultation, contact us.
Bakery Bread Packaging, cheese stick packaging bag, Food Grade Snack Bag-
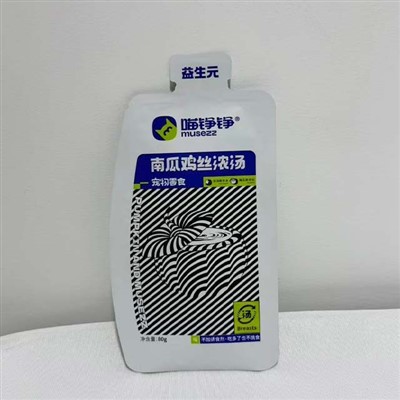
![Customized Printed Aluminum Foil Pet Food High - Temperature Steaming Bags Pet Wet Food Packaging Bags]() Customized Printed Aluminum Foil Pet Food High - Temperature Steaming Bags Pe...This is the self-suction nozzle packaging bag for "Miaoxingxing" pumpkin chicken wire thick soup pet snack. The main...read more
Customized Printed Aluminum Foil Pet Food High - Temperature Steaming Bags Pe...This is the self-suction nozzle packaging bag for "Miaoxingxing" pumpkin chicken wire thick soup pet snack. The main...read more -
![Custom Printed Packaging Bags For Whole Wheat Flour Flour Packaging Bags Food Zipper Bags]() Custom Printed Packaging Bags For Whole Wheat Flour Flour Packaging Bags Food...This is the packaging bag of "Prosperity Estate" whole wheat flour. The net content is 2.5kg. It is mainly in white...read more
Custom Printed Packaging Bags For Whole Wheat Flour Flour Packaging Bags Food...This is the packaging bag of "Prosperity Estate" whole wheat flour. The net content is 2.5kg. It is mainly in white...read more -
![Custom Printed Pet Snack Flat Bags Cat And Dog Freeze - Dried Packaging Bags Resealable Packaging Bags]() Custom Printed Pet Snack Flat Bags Cat And Dog Freeze - Dried Packaging Bags ...This is the packaging bag of the "Fatty Cat Grass Freeze-Dried" pet snack. It features a white and green color...read more
Custom Printed Pet Snack Flat Bags Cat And Dog Freeze - Dried Packaging Bags ...This is the packaging bag of the "Fatty Cat Grass Freeze-Dried" pet snack. It features a white and green color...read more -
![Custom Printed Flat - Bottom Re-sealable Pet Food Packaging Bags Dog Food And Cat Food Zipper Packaging Bags]() Custom Printed Flat - Bottom Re-sealable Pet Food Packaging Bags Dog Food And...This is the packaging bag of Wang Xiaotao's full-price, full-term dog food. The net content is 1.5kg. It is mainly...read more
Custom Printed Flat - Bottom Re-sealable Pet Food Packaging Bags Dog Food And...This is the packaging bag of Wang Xiaotao's full-price, full-term dog food. The net content is 1.5kg. It is mainly...read more -
![Custom Printed Plastic Packaging Bags For Pet Food Dispensers Aluminum Foil Bags For Pet Snacks]() Custom Printed Plastic Packaging Bags For Pet Food Dispensers Aluminum Foil B...This Push! Cat Snack Suction Bag, with a 100g capacity. The bag is brightly yellow and features a main design of...read more
Custom Printed Plastic Packaging Bags For Pet Food Dispensers Aluminum Foil B...This Push! Cat Snack Suction Bag, with a 100g capacity. The bag is brightly yellow and features a main design of...read more -
![Custom Printed Pet Food Packaging Bags Reusable Snack Bags Aluminum Foil Bags]() Custom Printed Pet Food Packaging Bags Reusable Snack Bags Aluminum Foil BagsThis pet food meal bag is pink and features cute illustrations. It has a capacity of 65g, with an easy-to-use...read more
Custom Printed Pet Food Packaging Bags Reusable Snack Bags Aluminum Foil BagsThis pet food meal bag is pink and features cute illustrations. It has a capacity of 65g, with an easy-to-use...read more